



热推产品 | 主营区域:重庆 渝中 渝北 江北 南岸 北碚 巴南 大渡口 沙坪坝 九龙坡
蒸压加气混凝土砌块专业生产厂家
品质源于专业,信誉源于服务,以精益求精的态度,制造每一款产品
服务热线:
023-65788166
13220336369

蒸压加气混凝土砌块专业生产厂家
品质源于专业,信誉源于服务,以精益求精的态度,制造每一款产品
服务热线:
023-65788166
13220336369

重庆凯能建材有限公司
座机:023-65788166
手机:13220336369/13808398095
网址:www.cqknjc.cn
地址:重庆市九龙坡区西彭镇宝华村
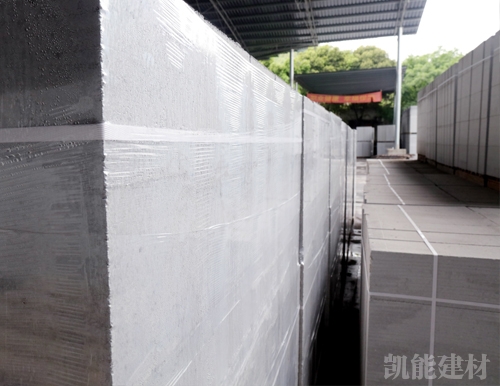
重庆加气混凝土砌块是以钙质材料和硅质材料为基本成分,以化学发气方法形成多孔结构,通过蒸压养护获得强度的轻质人工石材,加气混凝土砌块是一种性能优良的新型轻质保温建筑材料,因其具有质轻、隔热、保温、可刨、可锯等特点,所以在当今建筑市场上颇受欢迎,但对其质量要求也越来越高,产品裂纹现象已成为很多生产加气混凝土砌块厂家解决的问题之一。

1、浇注过程中
在浇注过程中形成的裂纹—油纹,油纹在坯体脱模后即清晰可见,凡有油纹的坯体在蒸压养护后,一经磕碰,成品就会在油纹处裂开,油纹的产生主要有三个方面的原因:(1)模具刷油过多,(2)浇注料浆水料比过小,(3)浇注过急,只要控制好刷油质量及料浆水料比,问题就会迎刃而解。
2、静停过程中
加气砖静停过程中形成的裂纹主要是由于模具受到外界的剧烈碰撞而产生的机械裂纹。这种裂纹的开口一般较大,并向坯体内部呈楔形延伸,为了减少这一裂纹的产生,要求工作人员在操作过程中要做到快、稳。
3、脱模框、吊运过程中
机械裂纹的产生主要有以下两种原因:(1)在提模人员松开模具上地螺栓后或行车吊运时,坯体表面即出现一道裂纹,这往往是由于模具中模底板使用时间过长或长期高温而产生严重变形,从而形成的机械裂纹;(2)行车吊运时,由于行车四爪不在同一平面,起吊时,四爪受力不均匀而造成模底板变形,进而使坯体产生裂纹,解决办法:及时更换不合格的设备,并使工作人员在吊运时做到操作准确、到位。
这两种裂纹都是由于发气时间与稠化速度不相适应—发气相对滞后于稠化而引起的。水平裂纹是出现在模坯各侧端面的与模底板平行的呈断续平行的竖条裂纹,这种裂纹一般位于坯体中上部。当料浆浇注温度过高或浇注时料浆水料比较大时产生,这是因为高温料浆或过稠的料浆在坯体发气中后期,其稠化速度较快,坯体内部的剪切应力增大较快,而铝粉发气速度相对滞后,坯体内气泡合并,造成憋气,使已凝结的初期坯体产生水平层裂。弧形裂一般出现在坯体侧面,这类裂纹可以延伸至坯体内部,对成品质量影响较大,其成因为:在浇注过程中铝粉发气较早,边浇注边发气或由于模板过热使料浆中铝粉过早发气,已经开始发气的料浆从浇注管注入模具底部之后,又从底部涌向两侧形成气孔密度不均匀的弧形分层,在坯体硬化过程中,这些分层的界面就会形成应力集中点,这些应力集中点就是裂纹形成的薄弱环节,要想解决工艺裂纹,就要根据加气混凝土砌块品种及工艺特点,从配料着手,调节发气速度和稠化速度,是两者相适应。
4、切割过程中
翻转式六面切割机,其整个切割过程为:吊运坯体放在大滑车上,大滑车载着坯体向小滑车平移,当大小滑车接触时,大滑车翻转90I变,使坯体侧立在小滑车上,然后小滑车向外推出,小滑车到达切割位后,操作人员启动水平车切割,水平切割完成后,再上下来
回横切,横切完成后,收回小滑车,大滑车逆方向翻转90度,开出大滑车,吊运除去废料,完成切割。
5、在编组进釜过程中
此种裂纹主要是由于工作人员在进釜过程中因操作不当而造成制品相撞,从而使半成品底部产生类似楔形的裂纹,这种裂纹与二次翻转在底部形成的裂纹相似,但两者的主要区别在于前一种裂纹出现在与模底板宽度方向平行的面上,后一种裂纹则出现在与模底长度方向平行的面上。
![]() 地址:重庆市九龙坡区西彭镇宝华村
地址:重庆市九龙坡区西彭镇宝华村
![]() 电话: 023-65788166/13220336369/13808398095
电话: 023-65788166/13220336369/13808398095
![]() 邮箱:906121393@qq.com
邮箱:906121393@qq.com
![]() 网址:www.cqknjc.cn
网址:www.cqknjc.cn

关注我们
![]()
![]()
 渝公网安备 50010702504956号
专业从事于重庆加气混凝土砌块,重庆加气砖,加气砖厂家, 欢迎来电咨询! 技术支持:橙柚青
渝公网安备 50010702504956号
专业从事于重庆加气混凝土砌块,重庆加气砖,加气砖厂家, 欢迎来电咨询! 技术支持:橙柚青热推产品 | 主营区域:重庆 渝中 渝北 江北 南岸 北碚 巴南 大渡口 沙坪坝 九龙坡
